お客様のニーズに応じて、環境にやさしい段ボール包装でコストリダクションをご提案します。

お客様の大切な商品を保護して付加価値を向上させるため、さまざまな段ボールケースや、段ボール製の緩衝材をご提供しています。ユニークな包装技術と、豊富な知識・経験で、皆さまのニーズにお応えします。
使用目的・用途
お客様の商品を、輸送中の衝撃から守るため、運搬を容易にするため、保管のため、効率よく輸送するためなどの目的で、容器に収納します。安価にオーダーメイドでき、環境に優しく、強度もある段ボール箱をオススメしております。
お客様のメリット
- 梱包する商品の特性・用途や形状に合った箱を用いて適切に商品を保護し、品質が向上します。
- 輸送効率を最大にする箱サイズや材料を選定して、輸送コストを抑えることができます。
- 適宜適切な設計で、環境に優しい、無駄のない容器となります。
- 最新鋭の印刷機で印刷するため、精度の良い綺麗な箱で、商品のイメージがよくなります。
当社の独自性
- お客様の商品の特性に合った形状や構造の箱を設計提案しています。
- 輸送手段や輸送先に合った精度ある強度計算を行い、材料選定を行なっています。
- 海外輸送や重量物に対応した重量物段ボール製の箱もご提供できます。
- バイクをまるごと一台包むような超大型の箱にも対応できます。
設計事例の紹介
弊社の設計力を活かした様々な改善事例をご紹介します。
オール段ボール梱包(1)
- 従来の設計であれば、製品を発泡スチロールを使い緩衝しますが、こちらの梱包は全て段ボールにしていますので、発送先での開封後の処分が簡単です。
- また、内部の緩衝材は上下兼用で抜き型が1版で済みますので、初期費用を削減できます。
オール段ボール梱包(2)
- ボタン等の突起物が多くあり、液晶画面等壊れやすい製品は、緩衝能力等の観点から今まではスチロール製品を使用してきましたが、こちらの製品もオール段ボール製です。
- 画面や突起物を段ボールで覆い、必要強度を満たす設計により緩衝能力を高めています。
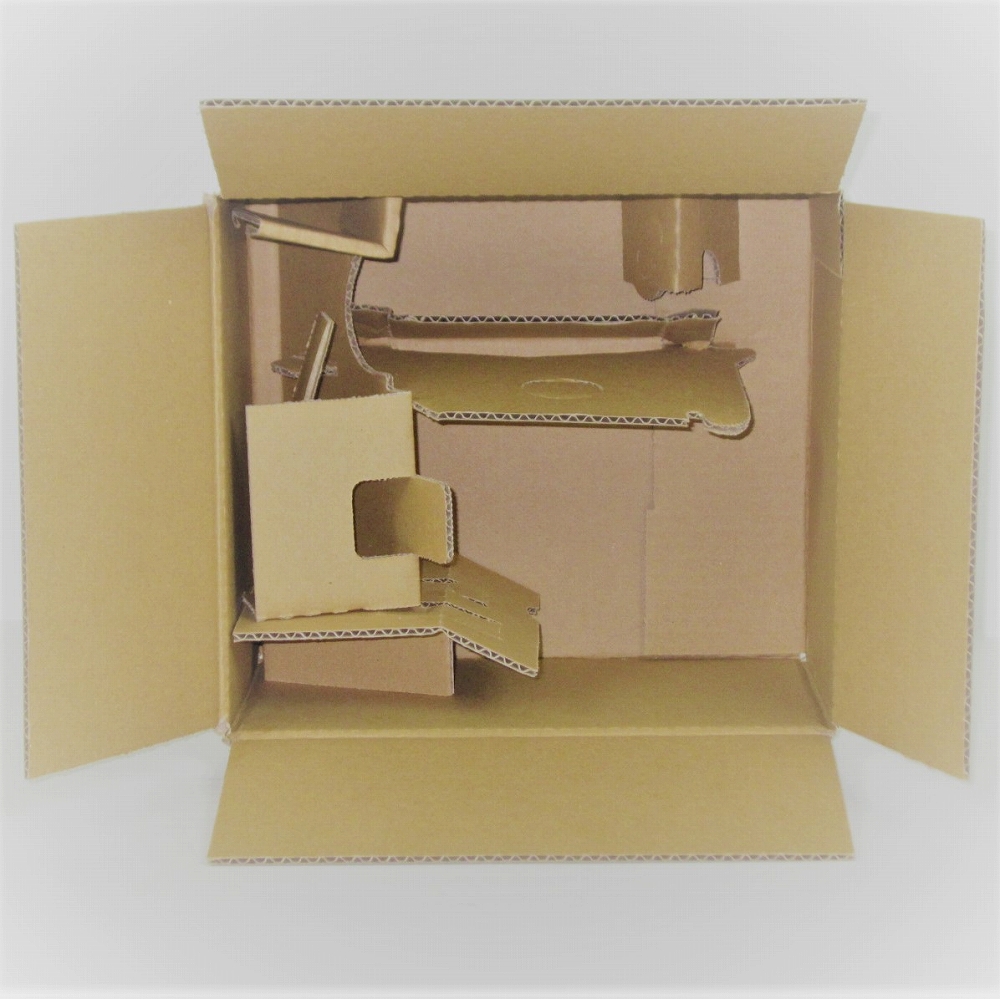
オール段ボール梱包(3)
- 溶剤を入れた瓶のように高い緩衝能力を求められる場合の製品です。
- 色々な角度からの衝撃に対しても、複数の内装材を駆使して製品を保護する設計です。
- スチロール等の緩衝材を使用せず、すべて段ボール製にすることにより、輸送先での処分のしやすさ等、環境に配慮した仕様です。
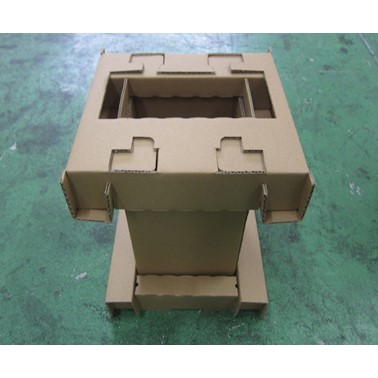
自動車ドア用パネル梱包
- 高さが低く複数個重ねる製品の場合、製品ケースをそのまま重ねると嵩張ってしまいますが、こちらの梱包は段重ね時のクリアランスを最小限にし、その上でスタッキング構造を設けています。
- 製品を輸送する際の振動によるズレを防止します。
シースルー包装
- 大型の衛生陶器を輸送するために、天面と底面に段ボール製トレーを被せます。
- 製品を直接見せるシースルー包装で、荷扱い時の注意を促します。
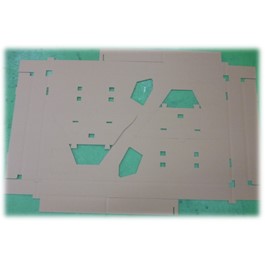
多品種同一梱包(1)
- 写真の様な複雑な製品を段ボールで緩衝する際には段ボールを木型で抜いて加工します。
- しかし、寸法違いの製品が複数ある場合には、一つ一つに型が必要となりコストがかかってしまいます。
- こちらの製品は、一つの緩衝材から複数の形状の物を梱包できますので、初期費用を削減することが出来ます。
- このような設計も弊社の得意分野です。
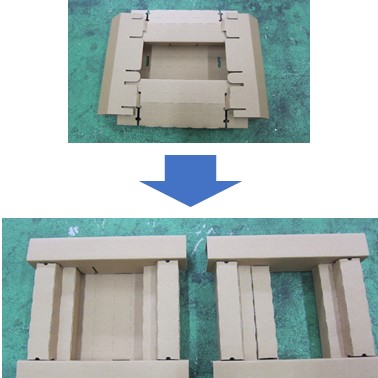
多品種同一梱包(2)
- 一つの緩衝材の折り方を変える事で、違う形状の物を梱包できます。
- この事例の場合は天底を緩衝する製品ですが、一つの緩衝材で製品を梱包するだけでなく極めて高い緩衝能力を有しています。
- その為、精密機器や少し重い電化製品にもオール段ボール仕様にしているため、環境に優しく、コスト削減が可能です。
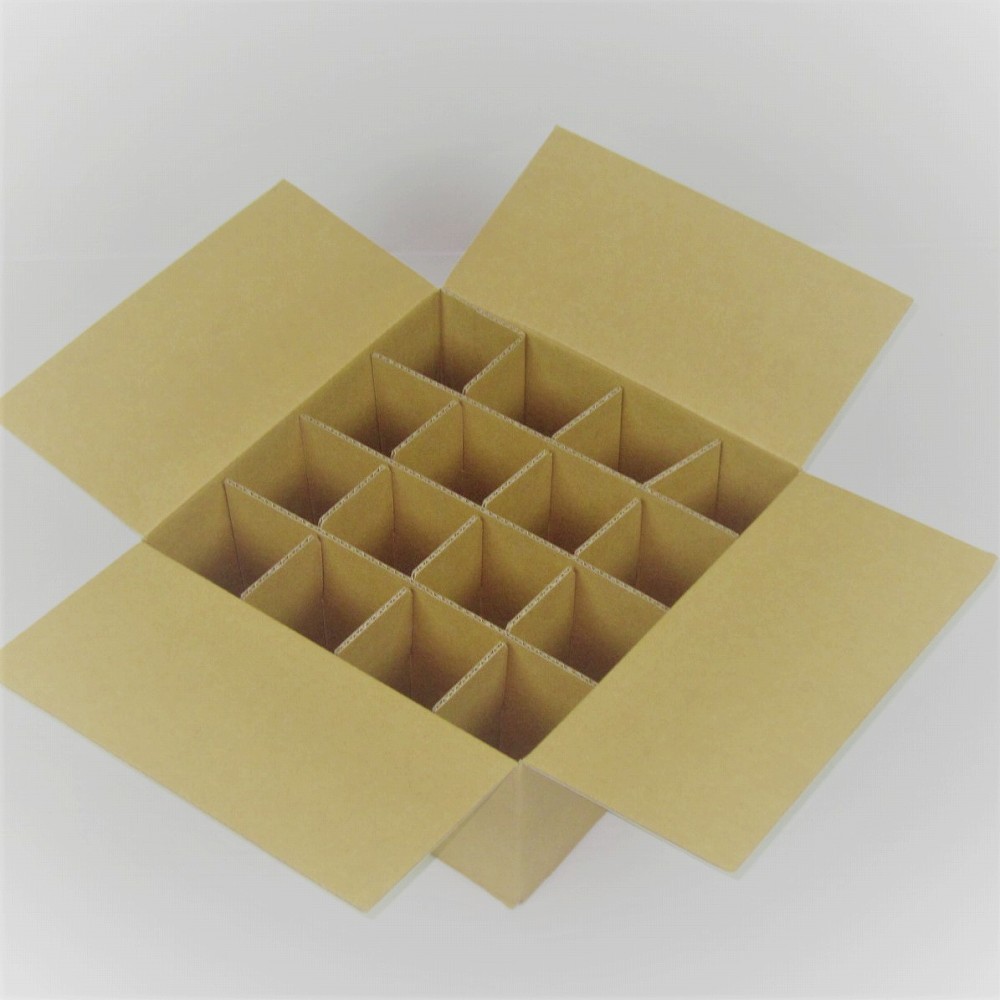
仕切り一体型ケース
- 本来は別々となる外箱と仕切りを一つに組み合わせた製品です。
- 材料の使用量を抑え、コスト・環境面に配慮した設計です。
提案事例の紹介
弊社のノウハウを活かした提案品の一部をご紹介します。
ケース一体型組仕切
- 通常は別部材となっている仕切りとケースを一体とした製品です。
- 製品単価はあがりますが、作業性の向上でトータルコストの削減が可能です。
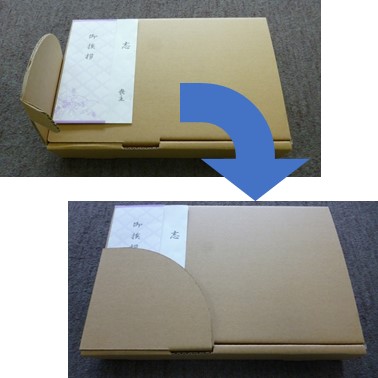
贈答用段ボールケース
- 贈答用のケースは通常紙器箱で作成しますが、納期がかかり、かつ発注ロットも多くなりがちです。
- 段ボールで作成すれば、短納期かつ、紙器製品に比べ発注ロットも少なくでき、コスト削減につながります。
- 通常は茶地ですが、白地の段ボールもあります。
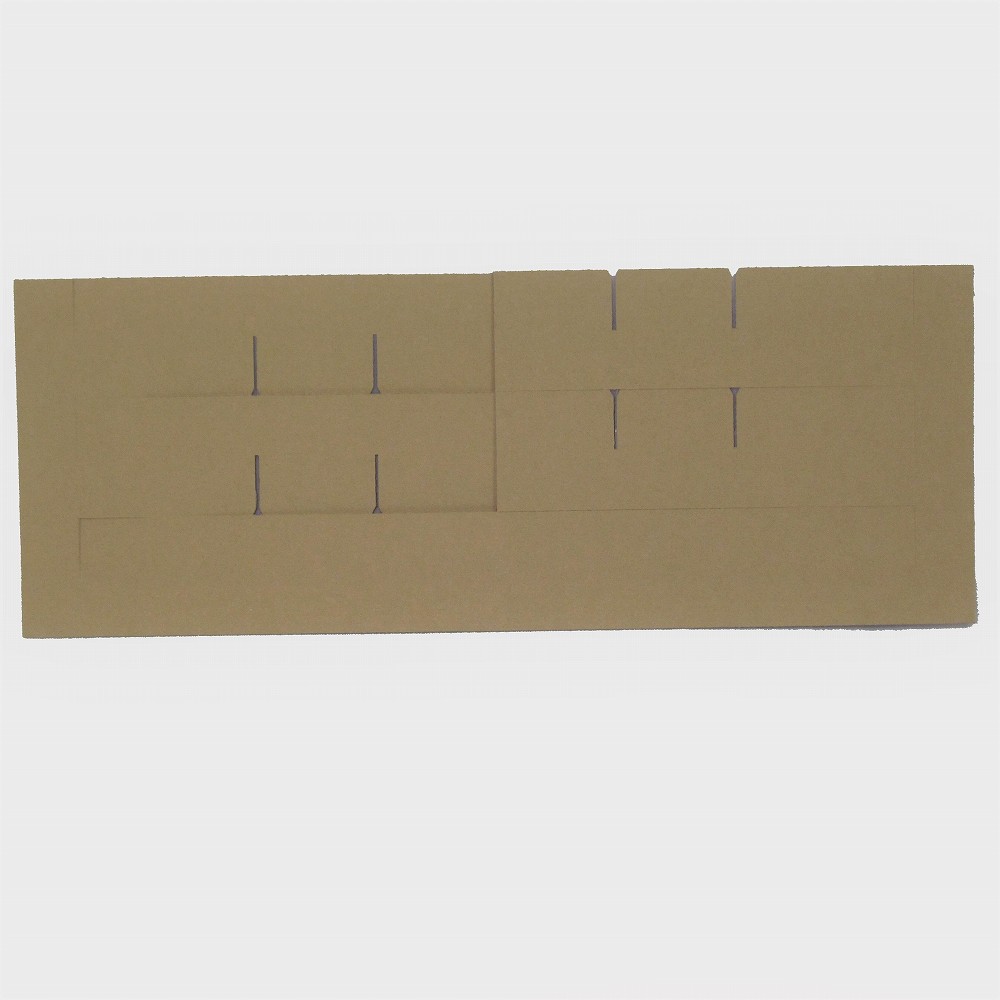
一体型組仕切
- 組仕切は通常2部材で構成されていますが、こちらの製品は1部材となります。
- 材料の使用量を少なくでき、抜き型代の費用も抑えられるメリットがあります。
- デメリットは大きい製品には向かない事、入数に制限が生じる事です。
表彰・知的財産権
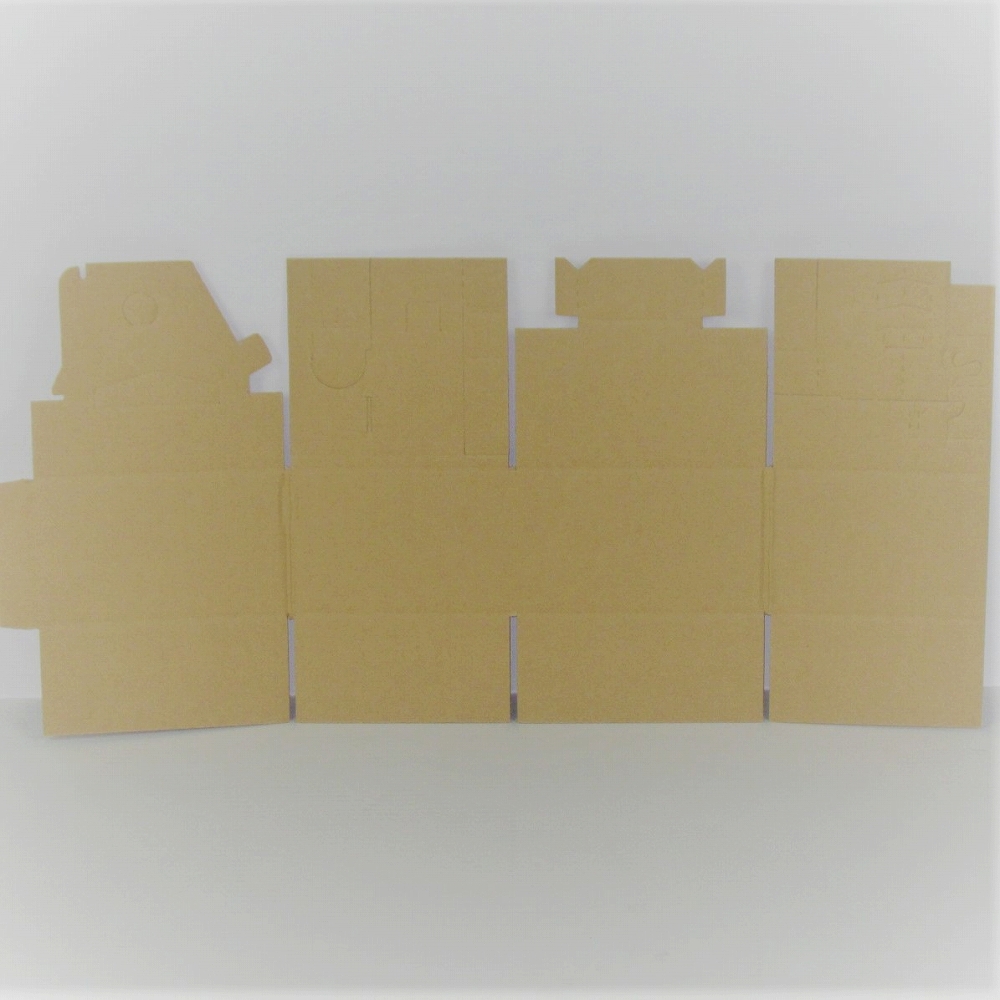
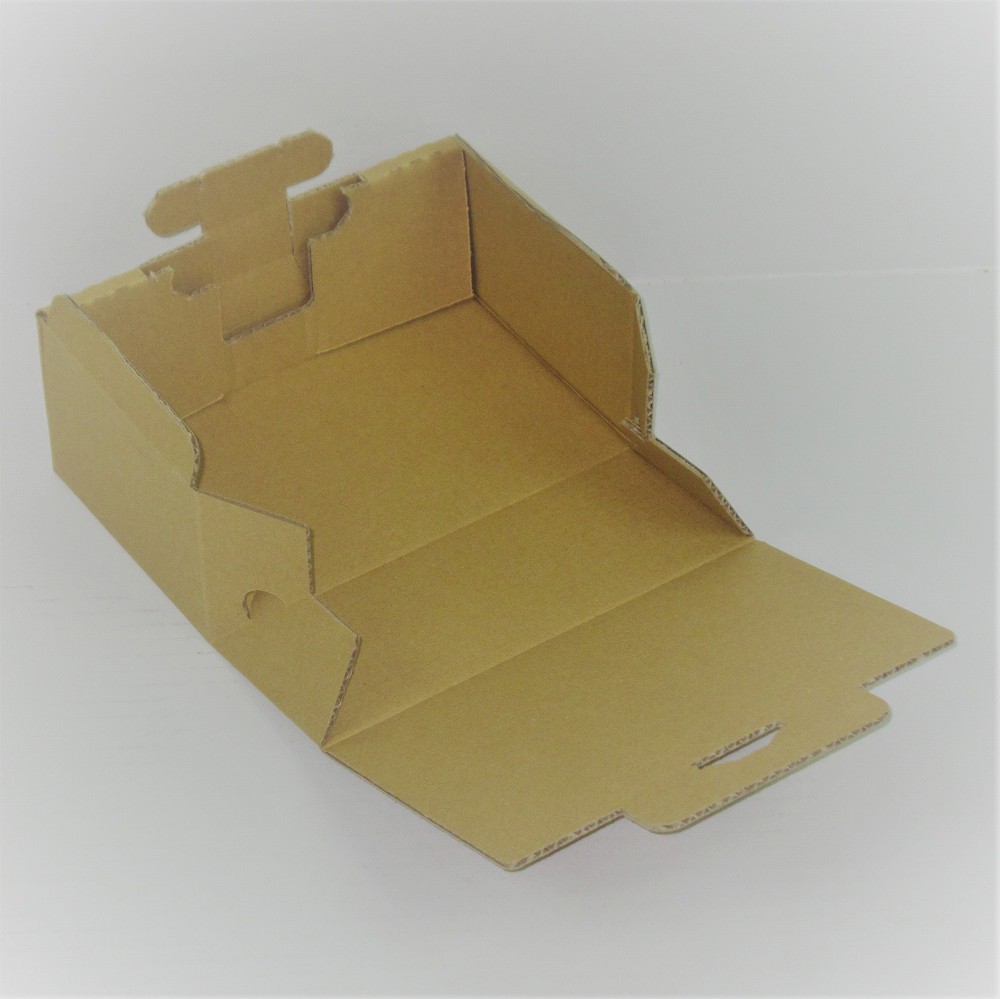
ロック機能付き組立箱
【開発の目的】
- 従来、通販業界の物流事情は、販売業者から各ユーザー・各家庭まで届く間の過程で、物流センターや小口配送の段階で箱を開封され、内容物の一部が取り出される問題がありました。
- また、テープで封印した場合も、貼り直す事が可能なため、どの時点で開封されたか判りませんでした。
- この製品は、箱にロック機能持たせる事により、開封時は必ず破らなければならない仕様になっています。
- 従って破った痕跡が残るため、開封されたことが早く発見できます。
【特徴と用途】
(特徴)
- 4コーナー貼り加工を施し、ワンタッチで組み立て可能。
- 不正に開封、再梱包出来ない構造。
(用途)
- 通販等の商品の配送用。
【使用材質と構造】
段ボール(Bフルート)を使用し、4コーナー貼りを施した、ワンタッチで組立可能なフタ付の箱です。
(梱包時)
- フタ差込をフタ差込口に挿入。
- ロック差込の両サイドのヒレを折り曲げた状態でロック差込口に挿入。
- ロック差込の両サイドのヒレが箱内部で罫線反発により両側へ開く。
- 封印ロックの完了。
(開梱時)
- 箱本体横のジッパー部を押し破る。
- 天面フタが開く。
- 開梱完了。
- ※開梱した時にジッパーが破れてしまうので、箱を開けた痕跡が残る。
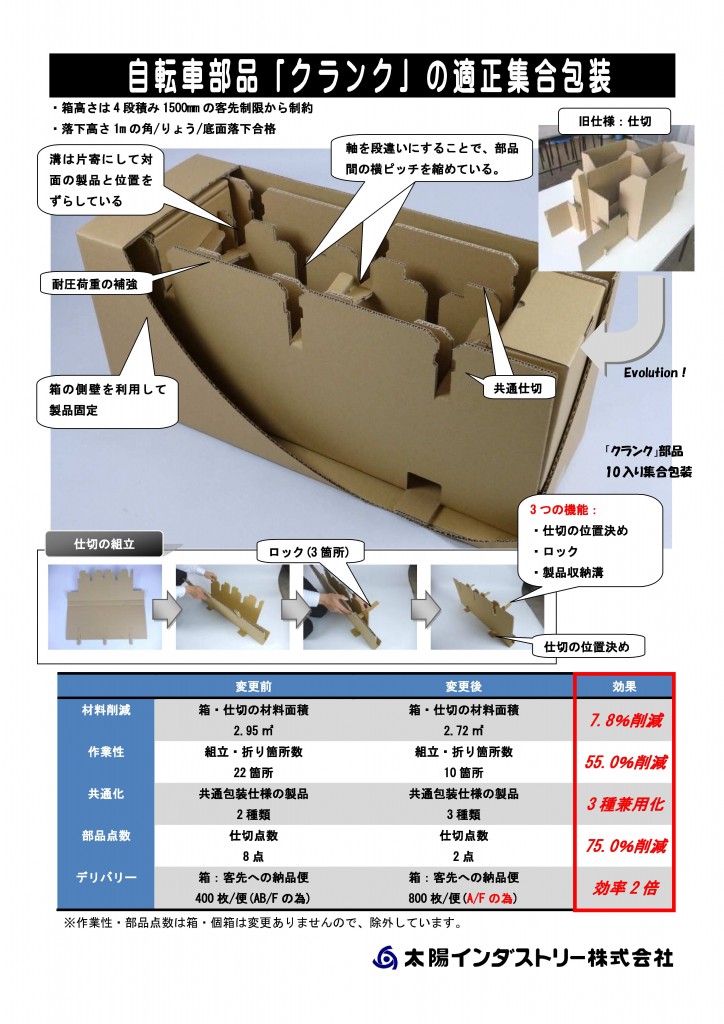
包装技術賞受賞(ロジスティクス賞)
当社が設計した、自転車部品「クランク」の適正集合包装が、包装技術賞(ロジスティクス賞)を受賞しました。